辽宁铝合金铸造生产商-沈阳铝铸件加工厂家
¥31.00 ¥32.00
- 产品详情
- 产品参数
辽宁铝合金铸造生产商-沈阳铝铸件加工厂家-电话13697660608(微信同号)。辽宁铸铝件送货上门,沈阳、大连、鞍山、抚顺、本溪、丹东、锦州、营口、阜新、辽阳、盘锦、铁岭、朝阳、葫芦岛。
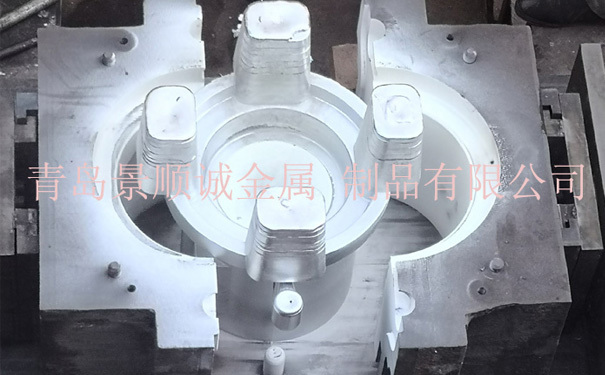
铝合金重力铸造[金属型]过程中,浇注速度和铸造铝合金的温度是影响铸铝件质量的两大重要因素。今天景顺诚铸铝厂就和您独家讲一件铝合金重力铸造[金属型]浇注速度如何掌握。
铝合金重力铸造[金属型]浇注速度过快容易出现铝液紊流导致出现氧化物夹杂,并且出现气体难以排出。太慢容易出现冷隔、浇不足等铸造缺陷。
铝合金重力铸造[金属型]浇注时,应注意到以下几点:
1、浇注时端包手要稳,忌讳断流,要尽量的使铝合金液沿着铝合金重力铸造[金属型]模具的浇道壁平稳的流入模具型腔,这样的操作利于消除气孔和夹渣等铝铸造缺陷。
2、浇注时应掌握好节奏,要尽量做到先慢再快又再慢的浇注原则。
3、铝包浇嘴儿尽量压低至水口接近(青岛景顺诚铜铝铸造厂建议,铝合金浇注时最好不超过5厘米),太高会使铝液产生二次氧化,这样做还可以有效预防氧化夹渣的铸铝件的缺陷。
类型
铝合金铸造
材质
ZL108
品牌
青岛景顺诚